[vc_row full_width=”stretch_row” css=”.vc_custom_1703507367939{margin-bottom: 30px !important;background-color: #004a98 !important;}”][vc_column][vc_empty_space height=”15″][heading subtitle=”” size=”1″ heading_class=”heading” heading_style=”style-1″ color=”#ffffff”]واحد قطعهزنی[/heading][vc_empty_space height=”30″][/vc_column][/vc_row][vc_row full_width=”stretch_row” css=”.vc_custom_1714294565795{margin-top: 10px !important;margin-bottom: 10px !important;padding-top: 20px !important;padding-bottom: 0px !important;background-color: #f5f5f5 !important;}”][vc_column width=”1/2″ css=”.vc_custom_1719662452381{padding-right: 25px !important;}”][vc_single_image image=”11769″ img_size=”full” css=””][/vc_column][vc_column width=”1/2″][vc_column_text css=””]
معرفی واحد قطعهزنی و برشکاری
واحد قطعهزنی و برشکاری شرکت سازور سازه آذرستان در زمینی به مساحت ۲۲۰۰ متر مربع با استفاده از نیروی انسانی متخصص، ابزارآلات و امکانات روز دنیا در فرایندهای برشکاری و قطعهزنی نقش مهمی را در روند تولید بر عهده دارد.
[/vc_column_text][/vc_column][/vc_row][vc_row full_width=”stretch_row” css=”.vc_custom_1714294796186{margin-top: 10px !important;margin-bottom: 10px !important;padding-top: 20px !important;padding-bottom: 20px !important;}”][vc_column width=”1/2″][vc_column_text css=””]
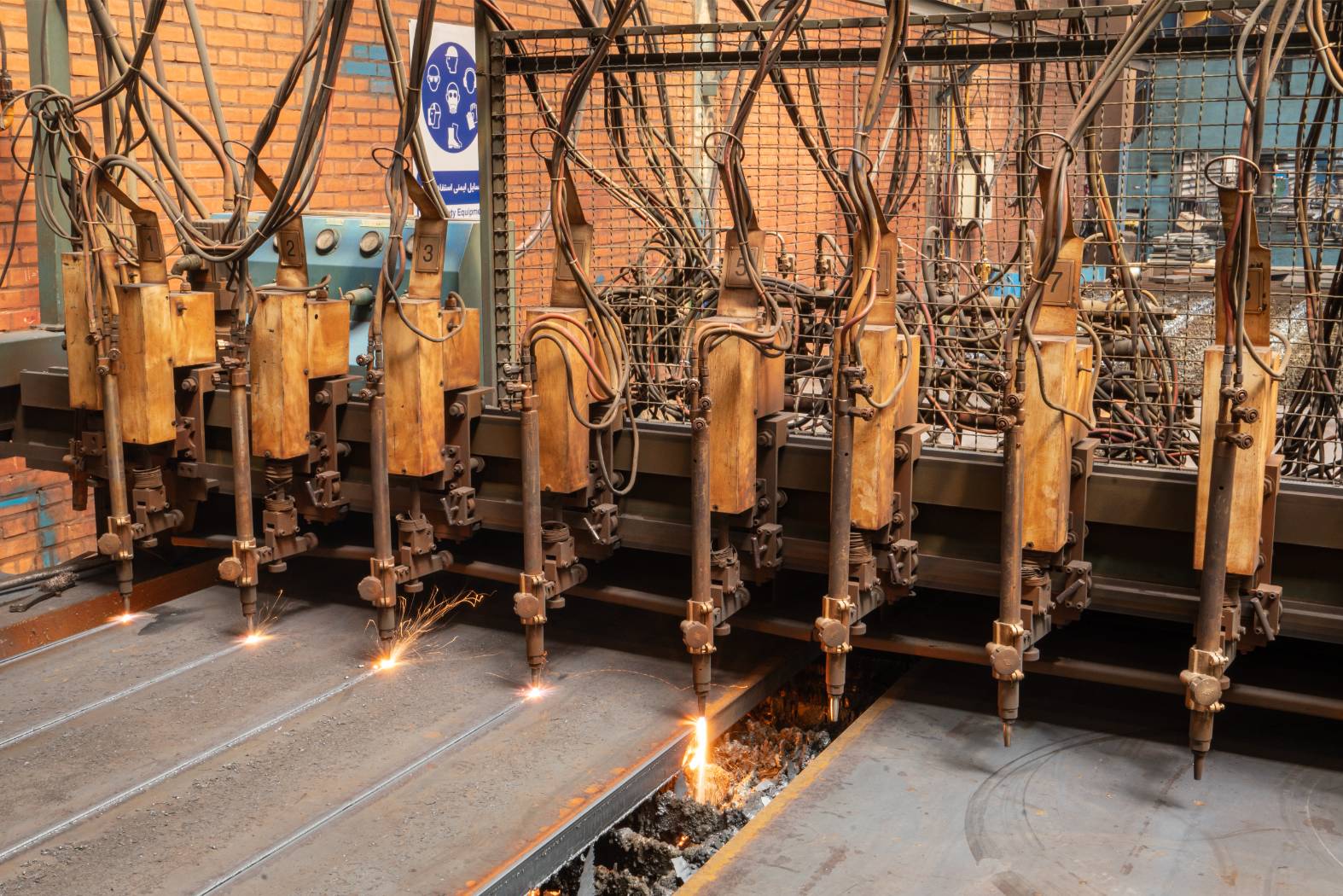
عملیات برشکاری و قطعهزنی:
در کارخانه سازور سازه آذرستان، فرایند برشکاری به دو روش برش گرم و سرد انجام میشود.
عملیات برش گرم برای ورقهای با ضخامت بالای ۱۲ میلیمتر بهوسیله دستگاههای راستهبر و فرمبر CNC انجام میپذیرد.
همچنین عملیات برش سرد برای برشکاری ورقهایی با ضخامت ۱۲ میلیمتر و پایینتر بهوسیله دستگاههایی گیوتین با ابعاد و ظرفیتهایی مختلف صورت میپذیرد.
[/vc_column_text][/vc_column][vc_column width=”1/2″ css=”.vc_custom_1719662461384{padding-left: 25px !important;}”][vc_single_image image=”11761″ img_size=”full” alignment=”center” css=””][/vc_column][/vc_row][vc_row full_width=”stretch_row” css=”.vc_custom_1714294778272{margin-top: 10px !important;margin-bottom: 10px !important;padding-top: 20px !important;padding-bottom: 20px !important;background-color: #f5f5f5 !important;}”][vc_column width=”1/2″ css=”.vc_custom_1719662467257{padding-right: 25px !important;}”][vc_single_image image=”11753″ img_size=”full” alignment=”center” css=””][/vc_column][vc_column width=”1/2″][vc_column_text css=””]
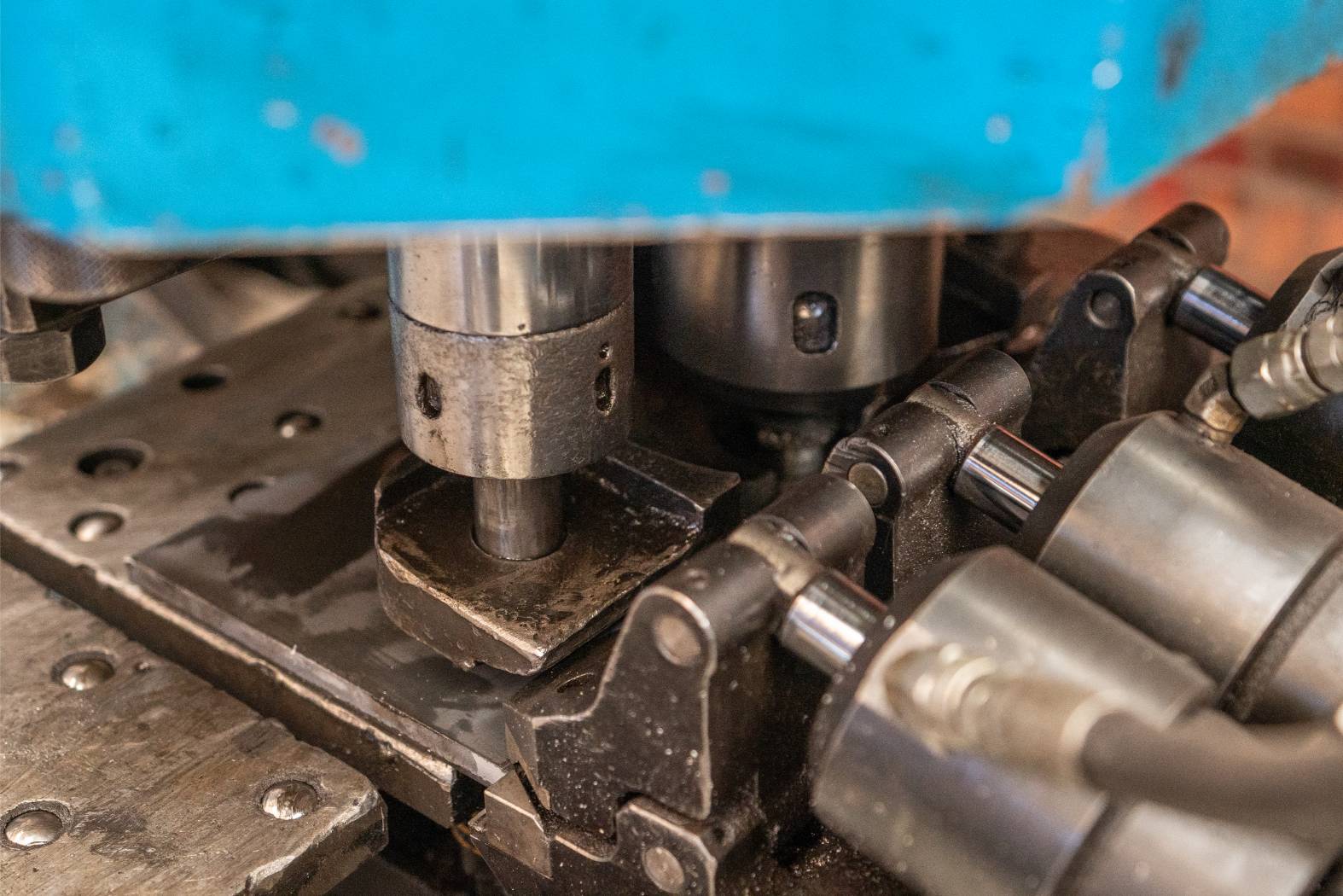
عملیات سوراخکاری:
عملیات سوراخکاری بهوسیله دستگاههای دریل CNC و پانچ در سالن قطعهزنی انجام شده و مانند عملیات برشکاری و قطعهزنی، برای ورقهایی با ضخامت بالای ۱۲میلیمتر دریل CNC و برای ورقهایی با ضخامت ۱۲ میلی متر و کمتر از پانچ استفاده میشود.
سازههای فلزی در واحد برشکاری با رعایت ضوابط فنی و استانداردهای الزامی، توسط کارشناسان کنترل کیفیت صحهگذاری و در نهایت برحسب الویتهای تعیین شده و پیشرفت هر پروژه به خطوط ششگانه کارخانه سازور سازه آذرستان ارسال میشود.
[/vc_column_text][/vc_column][/vc_row][vc_row full_width=”stretch_row” css=”.vc_custom_1714294796186{margin-top: 10px !important;margin-bottom: 10px !important;padding-top: 20px !important;padding-bottom: 20px !important;}”][vc_column width=”1/2″][vc_column_text css=””]
در واحد قطعهزنی و برشکاری شرکت سازور سازه آذرستان موارد عملیاتی تولید و ساخت سازههای فلزی به شرح زیر صورت میپذیرد.
– تسمهسازی: یکسره کردن ورقها و انجام جوش درزهای آنها بر روی شاسی و در نهایت بازرسی جوش درزها توسط واحد کنترل کیفیت
– مونتاژ اولیه: مونتاژ بال و جان و خال جوش کردن آن در داخل قالب
– جوش اولیه: تکمیل جوشکاری بال و جان و یا جوش سختکنندههای ستونهای جعبهای
– مونتاژ صفحه ستون یا فلنج تیر
– تابگیری
– مونتاژ سختکنندهها و سایر الحاقیات هسته ستون و یا مونتاژ وجه چهارم در ستونهای جعبهای
– جوش ثانویه، تکمیل جوش هسته ستون و یا تیر
– مونتاژ نهایی: جوشکاری ملحقات ستون (دستک، ورق زیرسری، ورق بادبند و … )
– جوش نهایی سازه فلزی و مرحله تمیزکاری و کنترل نهایی
[/vc_column_text][/vc_column][vc_column width=”1/2″ css=”.vc_custom_1719662472677{padding-left: 25px !important;}”][vc_single_image image=”11771″ img_size=”full” alignment=”center” css=””][/vc_column][/vc_row][vc_row full_width=”stretch_row” css=”.vc_custom_1714295477505{margin-top: 10px !important;margin-bottom: 10px !important;padding-top: 20px !important;padding-bottom: 20px !important;background-color: #f5f5f5 !important;}”][vc_column][vc_column_text css=””]


















[/vc_column_text][/vc_column][/vc_row]