معرفی واحد قطعهزنی و برشکاری
واحد قطعهزنی و برشکاری شرکت سازور سازه آذرستان در زمینی به مساحت ۲۲۰۰ متر مربع با استفاده از نیروی انسانی متخصص، ابزارآلات و امکانات روز دنیا در فرایندهای برشکاری و قطعهزنی نقش مهمی را در روند تولید بر عهده دارد.

واحد قطعهزنی و برشکاری شرکت سازور سازه آذرستان در زمینی به مساحت ۲۲۰۰ متر مربع با استفاده از نیروی انسانی متخصص، ابزارآلات و امکانات روز دنیا در فرایندهای برشکاری و قطعهزنی نقش مهمی را در روند تولید بر عهده دارد.
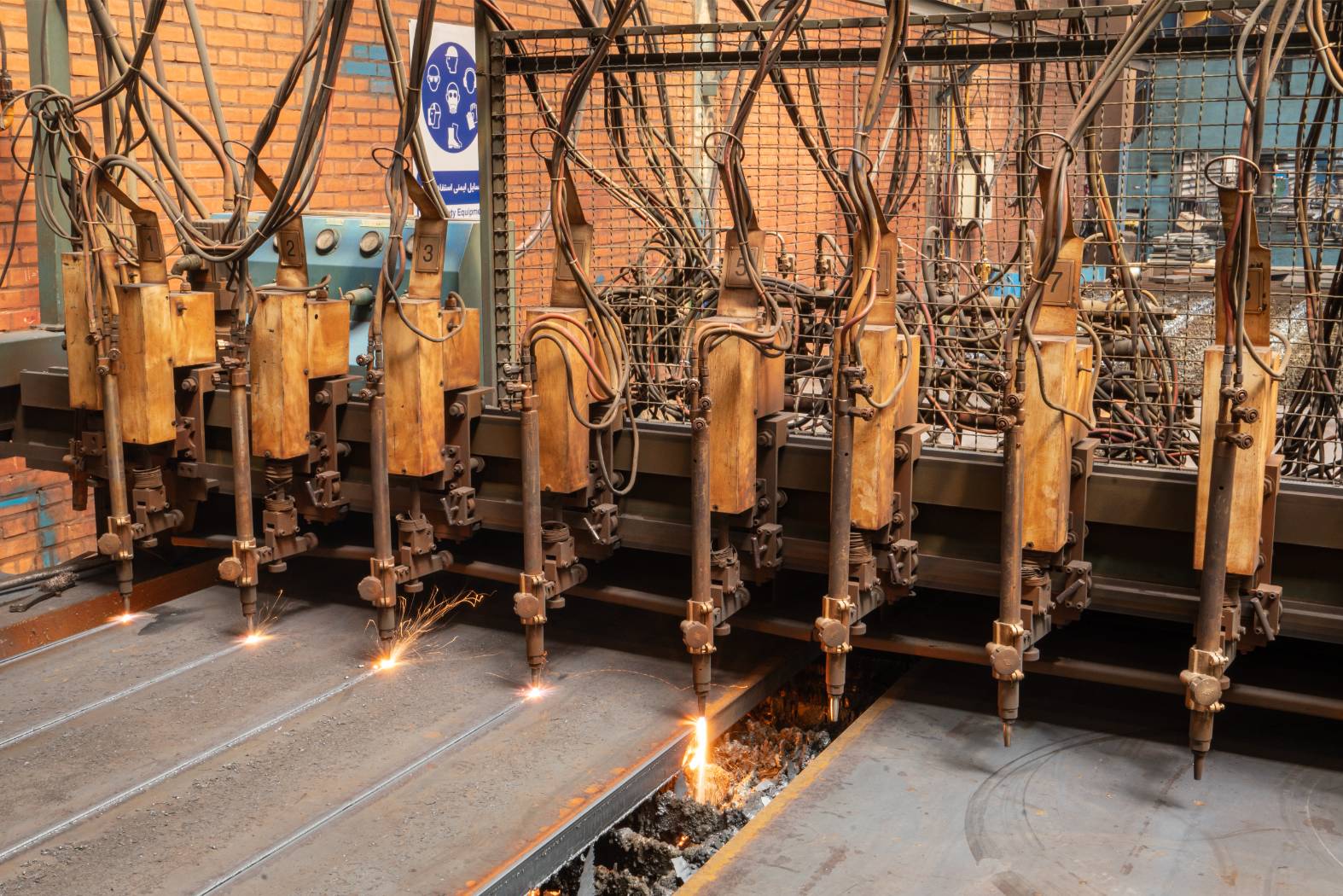
در کارخانه سازور سازه آذرستان، فرایند برشکاری به دو روش برش گرم و سرد انجام میشود.
عملیات برش گرم برای ورقهای با ضخامت بالای ۱۲ میلیمتر بهوسیله دستگاههای راستهبر و فرمبر CNC انجام میپذیرد.
همچنین عملیات برش سرد برای برشکاری ورقهایی با ضخامت ۱۲ میلیمتر و پایینتر بهوسیله دستگاههایی گیوتین با ابعاد و ظرفیتهایی مختلف صورت میپذیرد.


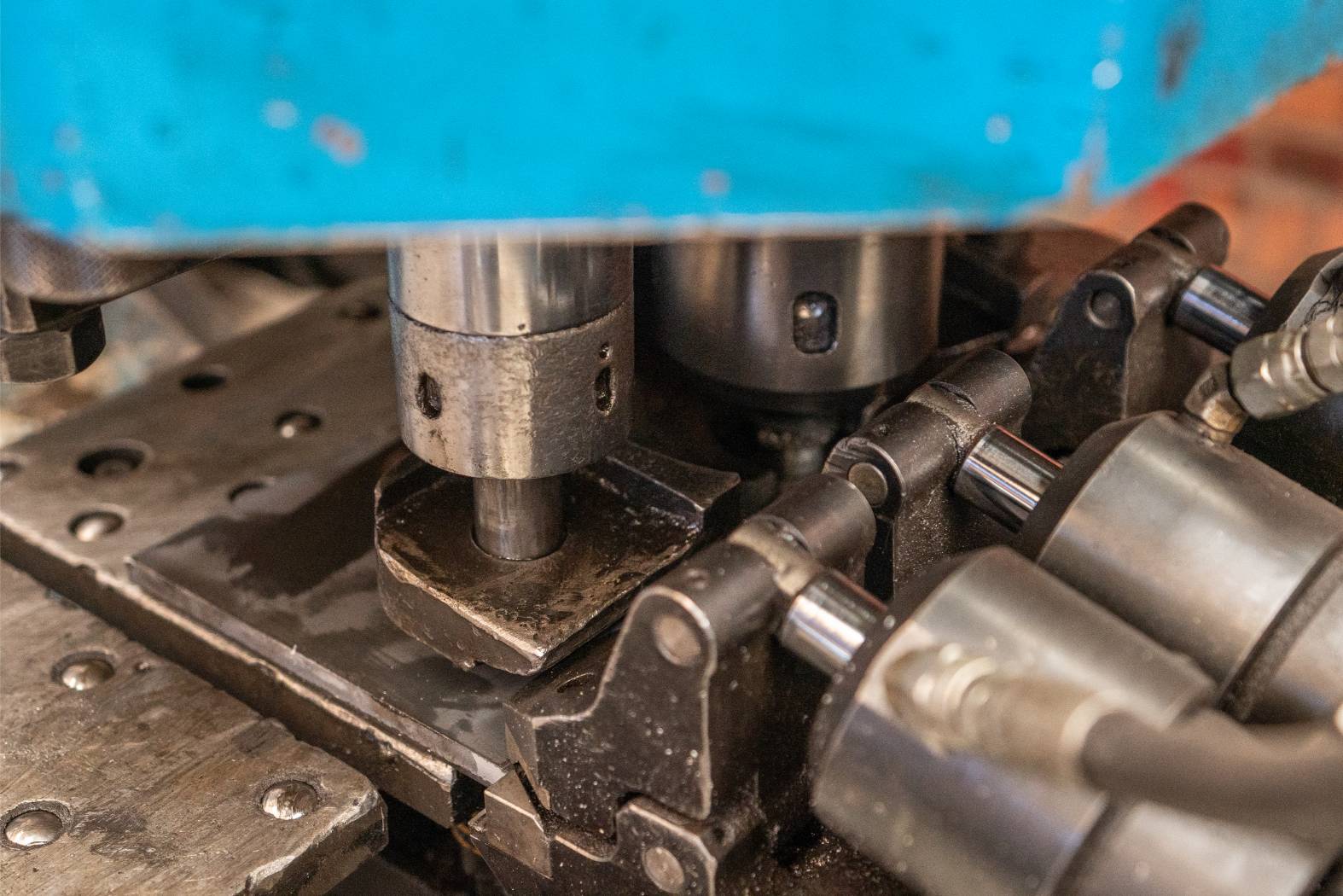
عملیات سوراخکاری بهوسیله دستگاههای دریل CNC و پانچ در سالن قطعهزنی انجام شده و مانند عملیات برشکاری و قطعهزنی، برای ورقهایی با ضخامت بالای ۱۲میلیمتر دریل CNC و برای ورقهایی با ضخامت ۱۲ میلی متر و کمتر از پانچ استفاده میشود.
سازههای فلزی در واحد برشکاری با رعایت ضوابط فنی و استانداردهای الزامی، توسط کارشناسان کنترل کیفیت صحهگذاری و در نهایت برحسب الویتهای تعیین شده و پیشرفت هر پروژه به خطوط ششگانه کارخانه سازور سازه آذرستان ارسال میشود.
در واحد قطعهزنی و برشکاری شرکت سازور سازه آذرستان موارد عملیاتی تولید و ساخت سازههای فلزی به شرح زیر صورت میپذیرد.
– تسمهسازی: یکسره کردن ورقها و انجام جوش درزهای آنها بر روی شاسی و در نهایت بازرسی جوش درزها توسط واحد کنترل کیفیت
– مونتاژ اولیه: مونتاژ بال و جان و خال جوش کردن آن در داخل قالب
– جوش اولیه: تکمیل جوشکاری بال و جان و یا جوش سختکنندههای ستونهای جعبهای
– مونتاژ صفحه ستون یا فلنج تیر
– تابگیری
– مونتاژ سختکنندهها و سایر الحاقیات هسته ستون و یا مونتاژ وجه چهارم در ستونهای جعبهای
– جوش ثانویه، تکمیل جوش هسته ستون و یا تیر
– مونتاژ نهایی: جوشکاری ملحقات ستون (دستک، ورق زیرسری، ورق بادبند و … )
– جوش نهایی سازه فلزی و مرحله تمیزکاری و کنترل نهایی